
Die Verbesserung der Zuverlässigkeit von Füllmetallen aus Edelmetallen für das Löten in Leistungshalbleitern.

Monatliche "Schweißtechnologie" Ausgabe Juni 2022
TANAKA PRECIOUS METAL TECHNOLOGIES Co., Ltd.
1. Einführung
Leistungshalbleiter sind Halbleitergeräte, die elektrische Energie umwandeln und in vielen Anwendungen eingesetzt werden, darunter Automobile, erneuerbare Energien und industrielle Ausrüstungen. Insbesondere in der Automobilindustrie werden Hybridisierung und Elektrifizierung gefördert, und die Nachfrage nach Leistungshalbleitern steigt von Jahr zu Jahr. In Bezug auf die Leistung wird auch an höherer Effizienz, kleinerer Größe und höherer Leistung gearbeitet, und für die verschiedenen Komponenten, aus denen Leistungshalbleiter bestehen, sind Verbesserungen in der Leistung und Zuverlässigkeit erforderlich, die anspruchsvolleren Betriebsbedingungen standhalten können.
Abbildung 1 zeigt die Struktur eines Leistungsgeräts. Ein Leistungsgerät besteht aus mehreren Komponenten, und diese Komponenten sind aus verschiedenen Materialien wie Halbleitern, Metallen und Keramiken gefertigt. Die Komponenten sind miteinander verbunden, und die Verbindung unterschiedlicher Materialtypen erfolgt an mehreren Schnittstellen. Wenn ein Leistungsgerät nicht in Betrieb ist, zum Beispiel während ein Fahrzeug geparkt ist, wird es auf eine Temperatur nahe der Außentemperatur abgekühlt. Insbesondere im Winter kann es auf unter null Grad abgekühlt werden, und in einigen Regionen kann es auf mehrere zehn Grad unter null abgekühlt werden. Andererseits, wenn das Fahrzeug zu fahren beginnt, fließt Strom durch das Leistungsgerät, was dazu führt, dass es Wärme erzeugt, und die Temperatur auf über 100 °C ansteigt. Auf diese Weise werden jedes Mal, wenn das Leistungsgerät betrieben wird, Heizung und Kühlung wiederholt, und die Komponenten, die das Leistungsgerät bilden, sowie deren Verbindungsstellen erfahren wiederholte thermische Schocks, wobei insbesondere an den Verbindungsstellen unterschiedlicher Materialtypen erheblicher Stress auftritt.

Unter den Komponenten, die Leistungselektronikgeräte ausmachen, gibt es eine, die als keramische Leiterplatte bezeichnet wird. Sie hat eine Struktur, bei der Kupferplatten an beiden Seiten einer Keramikplatte befestigt sind, wobei die Oberfläche die Funktion eines elektrischen Schaltkreises hat und die Rückseite als Wärmeableitung dient. Die in der Mitte positionierte Keramikplatte spielt eine wichtige Rolle bei der elektrischen Isolierung zwischen diesem elektrischen Schaltkreis und dem Kühlgerät, während sie es ermöglicht, dass die von dem Halbleitergerät erzeugte Wärme zum Kühlgerät entweicht. Das Kupfer, das an der Oberfläche der Keramikplatte befestigt ist, dehnt sich aufgrund der durch den Betrieb des Leistungselektronikgeräts erzeugten Wärme erheblich aus, und wenn der Betrieb endet, kühlt es ab und zieht sich zusammen. Im Gegensatz dazu haben Keramiken die Eigenschaft, sich bei Wärme kaum auszudehnen. Aus diesem Grund dehnt sich in keramischen Leiterplatten nur das Kupfer aufgrund von Temperaturänderungen wiederholt aus und zieht sich zusammen, und der durch die Temperaturänderungen erzeugte Stress aufgrund der Ausdehnung und Kontraktion wird wiederholt an der Bindungsoberfläche mit der Keramik angewendet. Darüber hinaus wurde bisher angenommen, dass die Betriebstemperatur von Leistungselektronikgeräten maximal etwa 150 °C beträgt, aber in Zukunft wird es Anforderungen an den Betrieb bei noch höheren Temperaturen von 175 °C und 200 °C geben, und die Anforderungen an die thermische Schockbeständigkeit und Zuverlässigkeit keramischer Leiterplatten steigen von Tag zu Tag. Außerdem war es bisher üblich, Kupferplatten mit einer Dicke von etwa 0,3 mm, die an Keramikplatten gebunden sind, zu verwenden, aber es gibt auch Versuche, Kupfer mit einer Dicke von 0,8 mm oder mehr zu verwenden, um die Wärmeableitungsleistung zu verbessern, und die Anforderungen an die Leistung keramischer Leiterplatten steigen von Tag zu Tag.
Dieser Bericht behandelt die Zuverlässigkeit von keramischen Schaltungsträgern, einer der Komponenten von Leistungsgeräten.
2. Hintergrund und Zweck der Anwendung
Es gibt mehrere Methoden zur Verbindung von keramischen Substraten und Kupfer, die in keramischen Schaltkreissubstraten verwendet werden, eine davon ist das Löten.
Löten ist im Allgemeinen eine Verbindungsmethode, die zum Verbinden von Metallen verwendet wird, und Keramiken können nicht durch Löten verbunden werden. Es ist jedoch möglich, Keramiken direkt mit einer speziellen Art von Lötmetall, das als aktives Lötmetall bekannt ist, zu löten. Aktives Metall ist eine Art von Lötmetall, das durch die Zugabe von Titan oder anderen aktiven Metallen als Legierungselement eine verbesserte Benetzbarkeit auf Keramiken aufweist. Aktive Lötmetalle mit Silber und Kupfer sind gut bekannt und werden auch in der Herstellung von keramischen Schaltkreissubstraten verwendet.
Eine typische Methode zur Herstellung keramischer Schaltungsträger wird in Abbildung 2 gezeigt. Zuerst ist das aktive Lötmaterial, das für die Verbindung verwendet wird, in Pastenform. Diese Lötpaste wird durch Mischen von Metallpulvern aus Silber, Kupfer und Titan mit einem organischen Lösungsmittel hergestellt. Diese Lötpaste wird auf eine keramische Platte wie Siliziumnitrid aufgetragen, und eine Kupferplatte wird darauf gelegt. Anschließend erfolgt das Erhitzen in einem Vakuum, um die Lötpaste zu schmelzen und das Löten durchzuführen. Zu diesem Zeitpunkt, wenn eine eutektische Legierung aus Silber und Kupfer verwendet wird, liegt der Schmelzpunkt bei 780 °C, sodass das Löten bei einer Temperatur von etwa 800 °C durchgeführt werden kann. Da die verwendete Lötpaste jedoch, wie bereits erwähnt, in einem Zustand ist, in dem die Pulver aus Silber, Kupfer und Titan gemischt sind, schmilzt sie bei einer Erwärmung auf 800 °C nicht, und das Löten erfolgt durch Erhitzen auf 900 °C oder mehr, nahe dem Schmelzpunkt von Silber.
Nach dem Löten ist Kupfer an beiden Seiten der Keramik verbunden, aber da auf einer Seite ein Schaltmuster gebildet werden muss, wird das Kupfer auf dieser Seite durch Ätzen entfernt. Auf der Oberfläche des Kupfers wird eine Maskierung durchgeführt, um ein Schaltmuster zu bilden, und das Kupfer wird mit einer Ätzlösung geätzt. Darüber hinaus bleibt nach dem Ätzen des Kupfers eine Schicht des Lötmaterials zurück, die ebenfalls geätzt wird, um ein Schaltmuster zu bilden. Nach Durchlaufen der oben genannten Prozesse ist der keramische Schaltungsträger fertig.

Keramische Schaltungsträger werden durch solche Prozesse hergestellt, jedoch gibt es einige Bedenken hinsichtlich der Zuverlässigkeit, wenn diese Methode verwendet wird. Eines ist der Einfluss hoher Löttemperaturen (über 900 °C). Das zweite ist der durch Ätzen verursachte Schaden an den Keramiken.
Zunächst ist zu beachten, dass Keramiken im Allgemeinen eine niedrigere Wärmeausdehnungsrate als Metalle aufweisen. Wenn das Löten bei hohen Temperaturen durchgeführt und anschließend abgekühlt wird, entstehen aufgrund des Unterschieds in den Wärmeausdehnungskoeffizienten zwischen Keramiken und Metallen erhebliche Restspannungen an der Verbindungsstelle. Wie zu Beginn dieses Papiers erwähnt, wird bei jedem Betrieb eines Leistungsgeräts wiederholt thermischer Schock aus diesem Zustand angewendet. Da jedoch bereits nach dem Löten erhebliche Spannungen vorhanden sind, ist es wünschenswert, die Löttemperatur so weit wie möglich zu senken, um die Ausdehnung von Kupfer zu unterdrücken und die an der Verbindungsstelle mit Keramiken erzeugten Spannungen zu minimieren.
Als Nächstes, bezüglich der Schäden durch Ätzen, werden Keramiken und Kupfer mit einer Lötmetallschicht verbunden, und eine Titanverbindungsschicht, die durch die Reaktion zwischen Titan, das im aktiven Lötmetall enthalten ist, und den Komponenten der Keramiken gebildet wird, ist an der Grenzfläche zwischen der Lötmetallschicht und den Keramiken vorhanden. Wenn die Lötmetallschicht und die Titanverbindungsschicht auf der Oberfläche der Keramiken verbleiben, kann die Isolation zwischen den Schaltmustern nicht gewährleistet werden, was das Risiko birgt, dass Elektrizität an unerwartete Stellen fließt. Daher müssen sie vollständig entfernt werden. Derzeit werden Ammoniumfluorid und andere Substanzen zur Entfernung von Titanverbindungen verwendet. Diese Methode kann jedoch Titanverbindungen entfernen, während gleichzeitig das keramische Substrat und Siliziumnitrid beschädigt werden, was Bedenken hinsichtlich der verringerten Zuverlässigkeit aufwirft.
Wie oben beschrieben, haben herkömmliche Methoden mehrere Bedenken, die zu Problemen werden könnten, wenn in Zukunft eine höhere Haltbarkeit und Zuverlässigkeit erforderlich sind. Daher ist es notwendig, eine neue Methode zur Herstellung von keramischen Schaltungsträgern zu entwickeln, die diese Probleme lösen kann.
3. Beschreibung der Technologie
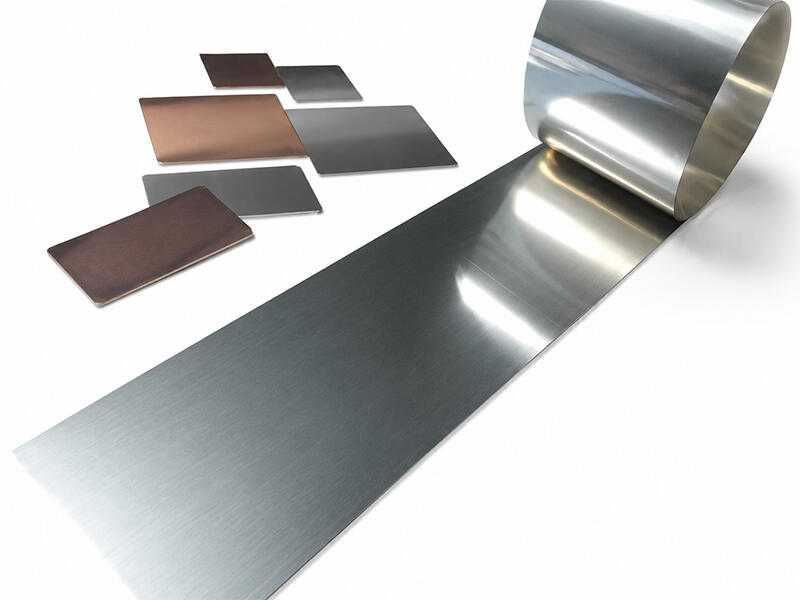
Um die oben genannten Probleme zu lösen, haben wir eine Methode zur Herstellung von keramischen Schaltungsträgern in Betracht gezogen, die niedrigere Löt-Temperaturen ermöglicht und keinen Ätzprozess erfordert. Als Lösung haben wir die Verwendung von aktivem Lötfüller/ kupferbeschichtetem Material in Betracht gezogen, das mit aktivem Lötfüller und Kupfer beschichtet ist. Die Einzelheiten sind unten aufgeführt. Ein Foto des aktiven Lötfüllers/kupferbeschichtetem Materials ist in Abbildung 3 dargestellt. Es hat eine Struktur, bei der eine dünne Schicht aus aktivem Lötfüller an einer Seite von Kupfer angebracht ist. Das Material wurde durch kontinuierliches Verkleben von Kupfer und aktivem Lötfüller hergestellt, gefolgt von einem Stanzen mit Pressverarbeitung. Die Dicke des Kupfers beträgt 0,8 mm und die Dicke des Lötfüllers beträgt 20 µm.

Das für dieses Verbundmaterial verwendete Lötmetall ist die Legierung AgCuSnTi. Wie bereits erwähnt, sind aktive Lötmetalle bekannt dafür, aus Silber, Kupfer und Titan zu bestehen, und Lötmetall der Legierung AgCuTi ist ebenfalls auf dem Markt erhältlich. Wenn jedoch die Legierung AgCuTi geschmolzen und gegossen und dann in Plattenform verarbeitet wird, um Folie zu erhalten, wie in Abbildung 4 gezeigt, erscheinen grobe CuTi-Verbindungen in der Metallstruktur. Diese grobe Verbindung ist sehr hart, und während die Verarbeitung fortschreitet, kann sie aus der Oberfläche des gewalzten Materials herausragen oder vom Material abfallen, was zu Bruch und Löchern im gewalzten Material führt und die Verarbeitung zu dünnen Blechen und Folien erschwert. Natürlich war es auch unmöglich, mit Kupfer zu verbinden.

Infolgedessen haben wir zuvor in Betracht gezogen, ob es möglich ist, die Mikrostruktur von AgCuTi-Legierungen durch die Zugabe anderer Materialien zu verbessern. Wir haben festgestellt, dass durch die Verwendung der Legierung AgCuSnTi Titanverbindungen fein dispergiert werden können. Auf dieser Grundlage haben wir ein aktives Lötmetall unter Verwendung der Legierung AgCuSnTi entwickelt. Diesmal konnten wir das oben genannte Verbundmaterial mit dieser AgCuSnTi-Legierung prototypisieren.
Abbildung 5 zeigt den Herstellungsprozess für keramische Leiterplatten mit aktivem Metall-Lötmaterial aus kupferbeschichtetem Material. Das aktive Metall-Lötmaterial wird in die gewünschte Form gepresst, wie z.B. die Schaltung oder den Kühlkörper, und auf eine Keramikplatte gelegt. Die Positionierung kann mit einer Kohlenstoffvorrichtung oder einem ähnlichen Werkzeug erreicht werden. Der Lötprozess wird dann durch Erhitzen in einem Vakuumofen durchgeführt. Der Schmelzpunkt des in dieser Studie verwendeten Lötmetalls beträgt etwa 750 °C. Da das Lötmetall eine Legierung ist, kann es bei 800 °C gelötet werden, wodurch die Notwendigkeit entfällt, über 900 °C zu erhitzen, wie es bei der oben genannten Paste der Fall ist. Darüber hinaus ist die gewünschte Form bereits durch Pressen erreicht, sodass nach dem Löten kein Ätzprozess erforderlich ist, was das Risiko von Schäden an der Keramik durch den Ätzprozess eliminiert. Daher glauben wir, dass der neue Herstellungsprozess mit aktivem Metall-Lötmaterial aus kupferbeschichtetem Material die Bedenken der oben genannten herkömmlichen Methode überwindet.

4. Frühere Erfolge
Abbildung 6 zeigt ein Beispiel für ein keramisches Schaltungssubstrat, auf dem tatsächlich ein Löten mit aktivem Lötmaterial und kupferbeschichtetem Material durchgeführt wurde.

Die verwendeten Abmessungen betrugen 0,8 × 30 × 30 mm für das Verbundmaterial (mit einer 20 µm dicken Lötlage) und 0,32 mm dick für das Siliziumnitrid.
Abbildung 7 zeigt die Ergebnisse einer Beobachtung der Schnittstelle nach dem Verkleben. Die Beobachtungen wurden mit einem Transmissionselektronenmikroskop (TEM) durchgeführt. TEM-Beobachtungen bestätigten, dass Titan in der Nähe der Keramik konzentriert war und dass diese Titanschicht gleichmäßig über die gesamte verklebte Schnittstelle verteilt war. Die Titanschicht, die von der Seite, die der Siliziumnitrid am nächsten ist, begann, war TiN-Ti5Si3. Diese Verbindungen entstehen im Allgemeinen, wenn Siliziumnitrid mit einem aktiven Metall-Lötmetall verbunden wird.2) Wir glauben, dass das Löten aufgrund einer Reaktion zwischen dem aktiven Metall-Lötmetall der Legierung AgCuSnTi und dem Siliziumnitrid stattfand. Darüber hinaus wurde berichtet, dass bei der Verbindung von nitride-basierten Keramiken mit einem aktiven Metall-Lötmetall die Bildung einer übermäßigen TiSi-Schicht an der Schnittstelle zwischen der Keramik und dem Lötmetall zu einer Verringerung der Festigkeit führt.3) In diesem Fall war die TiNi-Schicht über die gesamte verklebte Schnittstelle vorhanden, aber die Ti5Si3-Schicht war nur teilweise gebildet und diskontinuierlich. Dies stellt kein Risiko für die Bildung einer Versprödungsschicht dar, die die Zuverlässigkeit der Verbindung negativ beeinflusst, und wir glauben, dass eine gute Verbindung erzielt wurde.

Als Nächstes wurden thermische Zyklustests durchgeführt, um die Zuverlässigkeit zu bewerten. Der thermische Zyklustest ist einer der Bewertungstests, die den Betrieb von Leistungshalbleitern simulieren. In diesem Test wird die Probe thermischen Schocks ausgesetzt, indem sie abwechselnd zwischen einer Kühlkammer und einer Heizkammer bewegt wird, und ihre Haltbarkeit gegenüber thermischen Schocks wird bewertet. In diesem Test wurde die Kühlkammer auf -50 °C und die Heizkammer auf 175 °C eingestellt, mit einer Haltezeit von jeweils 30 Minuten und einer Zykluszeit von 1 Stunde. Die verwendete Bewertungsmethode war die Ultraschallfehlererkennung, um den Zustand nach dem Löten und den Zustand nach jeweils 250 Zyklen der thermischen Zyklustests zu messen und zu bewerten.
Die Ergebnisse des thermischen Zyklustests sind in Abbildung 8 dargestellt.

Es wurden unmittelbar nach dem Löten oder vor den thermischen Zyklustests keine Hohlräume oder Abblätterungen beobachtet, und es wurde bestätigt, dass Kupfer und Keramiken über die gesamte Oberfläche verbunden waren. Darüber hinaus gab es auch während der Tests durch 250 und 500 Zyklen keine Veränderungen in diesem Zustand, und auch nach 1.500 Zyklen wurden keine Veränderungen festgestellt. Daher wurde bestätigt, dass keramische Substrate, die mit dem aktiven Metall-Lötmittel hergestellt wurden, eine ausreichende Haltbarkeit gegenüber thermischen Schocks aufweisen und als hoch zuverlässig gegenüber thermischen Schocks gelten.
5. Zukünftige Entwicklungen
Um eine noch höhere Zuverlässigkeit zu gewährleisten, glauben wir, dass eine weitere Senkung der Löttemperatur eine Lösung sein könnte. Wir optimieren derzeit die Komponenten des Lötmaterials, um die Löttemperatur zu senken. Darüber hinaus erwarten wir, dass Leistungshalbleiter noch kleiner werden und ihre Leistungsdichte zunimmt, weshalb wir glauben, dass es auch notwendig sein wird, die Wärmeableitung zu verbessern. Als Lösung ziehen wir auch eine doppelseitige Kühlstruktur in Betracht. Abbildung 9 zeigt ein Beispiel für ihre Anwendung. In dieser Struktur kann die von Halbleitergeräten erzeugte Wärme, die traditionell nur in Richtung nach unten abgeführt wurde, nun sowohl nach oben als auch nach unten abgeführt werden, indem keramische Schaltkreissubstrate auf beiden Seiten platziert werden, wodurch die Wärmeableitungsleistung verbessert wird. In diesem Fall ziehen wir ein Verfahren in Betracht, bei dem gleichzeitig Anschlüsse mit Schaltmustern auf der Oberfläche des keramischen Schaltkreissubstrats gebildet werden. Da aktive metallische Lötmaterialien/Kupferverbundmaterialien leicht in dieser Form hergestellt werden können, glauben wir, dass diese Form leicht produziert werden kann und dass die Eigenschaften aktiver metallischer Lötmaterialien/Kupferverbundmaterialien genutzt werden können.

6. Schlussfolgerung
Keramische Schaltungsträger, die Komponenten von Leistungsbauelementen sind, werden mit herkömmlichen Methoden hergestellt. Es gibt jedoch Bedenken, dass die Zuverlässigkeit aufgrund von Schäden an den Keramiken durch Löten bei hohen Temperaturen und durch chemische Lösungen während des Ätzprozesses abnehmen könnte und dass sie möglicherweise nicht in der Lage sind, mit den in Zukunft erwarteten, härteren Betriebsbedingungen umzugehen.
Um dieses Problem anzugehen, haben wir aktives Lötfüller-Metall und kupferbeschichtetes Material entwickelt, um die Löttemperaturen zu senken, und ziehen Methoden in Betracht, die kein Ätzen erfordern.
Die Löttemperatur kann von den herkömmlichen 900℃ oder höher auf 800℃ gesenkt werden, was einer Reduzierung um 100℃ entspricht. Durch das Durchführen von Pressarbeiten vor dem Löten zur Bildung des Schaltmuster kann ein Verfahren verwendet werden, das keinen Ätzprozess erfordert. Bei einer Probe eines keramischen Schaltkreis-Substrats, das mit dieser neuen Methode hergestellt wurde, zeigten die Bewertungsergebnisse aus thermischen Zyklustests, dass es eine Haltbarkeit von über 1.500 Zyklen unter den Bedingungen von -50℃ bis 175℃ aufweist, und es wird angenommen, dass dieses keramische Schaltkreis-Substrat mit hoher Zuverlässigkeit hergestellt werden kann, die den Anforderungen an die Nutzung unter extremen Bedingungen in der Zukunft standhalten kann.
Das Unternehmen plant, verschiedene Technologien weiterzuentwickeln, einschließlich der Optimierung von aktiven Lötfüllmetallkomponenten und der Anwendung von Verbundmaterialien, um die Löttemperaturen weiter zu senken und eine bessere Wärmeableitung durch doppelseitige Kühlung zu erreichen. Durch diese Technologien hoffen wir, die Zuverlässigkeit von Leistungsgeräten zu verbessern, eine effizientere Energienutzung zu ermöglichen und zu einer besseren Zukunft für die Erde beizutragen.
Referenzen
1) Aufsicht durch: Katsuaki Suganuma Elementartechnologien und Zuverlässigkeit für die Verpackung von Leistungshalbleitern der nächsten Generation.
2) Shichiyou et al.: Journal der Keramischen Gesellschaft von Japan 97 [11] 1354-57 (1989)
3) K. Nagatsuka et al.: Proceedings der Japan Welding Society, Bd. 31, Nr. 1, S. 16-22 (2013)
Weitere Informationen
Wie war dieser Artikel?
Wenn Sie dies hilfreich fanden, teilen Sie es bitte.