AuRoFUSE™プリフォーム
「AuRoFUSE™プリフォーム」とは
田中貴金属が開発した金・金接合用低温焼成ペースト AuRoFUSE™(オーロフューズ)を活用した高密度実装向けAu焼結接合技術です。実装工程の効率化と接合の高信頼性に貢献し、電気抵抗4.5µΩ·cm、熱伝導率200W/m·Kといった高性能特性を有します。
AuRoFUSE™プリフォーム 技術紹介
AuRoFUSE™を活用した高密度実装向け焼結Au接合技術
本技術は接合体を事前に乾燥させ流動性を失くすことで這いあがりを抑え、水平方向への広がりづらさから狭ピッチ接合を可能にしたものです。これまで5µmサイズのバンプ形成に成功しており、高密度実装が要求されるフリップチップボンディングへの活用が期待されています。
特長
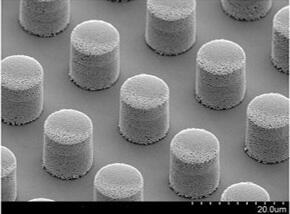
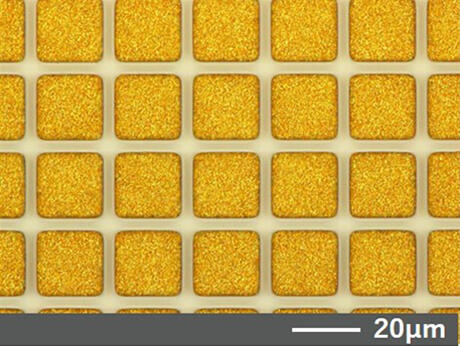
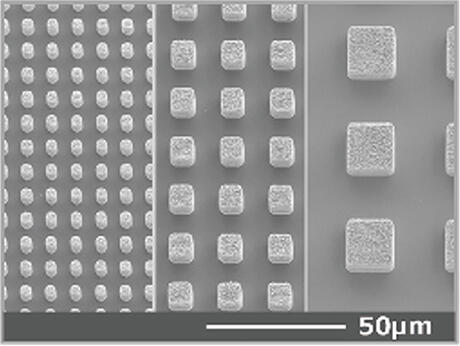
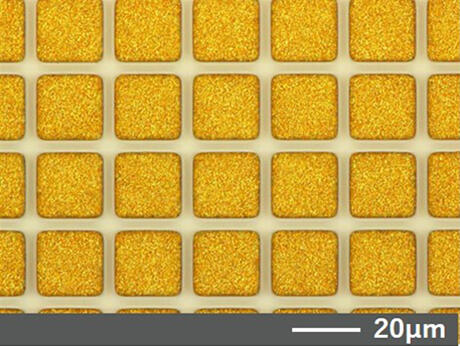
- ①様々なサイズ、形状の金バンプが作製可能
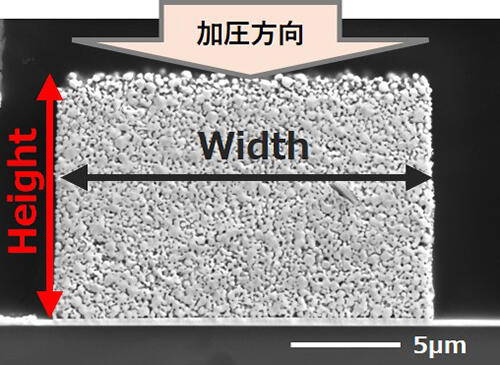
(最小実績:5µmサイズ、5µm間隔) - ②多孔質構造を持った接合体のため圧縮変形能に優れる
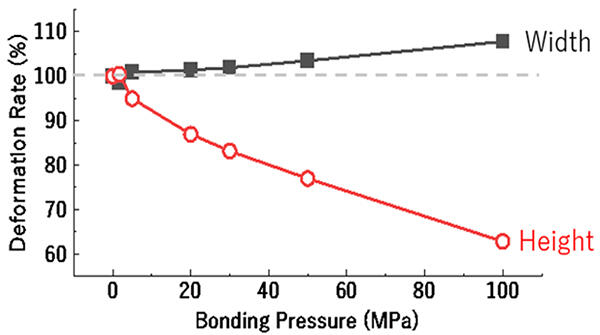
- ③加圧時に水平方向への変形が少ないため、高密度実装が可能
- ④主成分がAuのため酸化やマイグレーションが発生しづらい
- ⑤比較的低い温度(200℃~)、大気下で接合が可能
③ 接合圧力を上げたときの形状変形率
想定用途
光半導体(LEDやLD)、パワー半導体、IC向けのダイアタッチ材
AuRoFUSE™プリフォーム作製方法
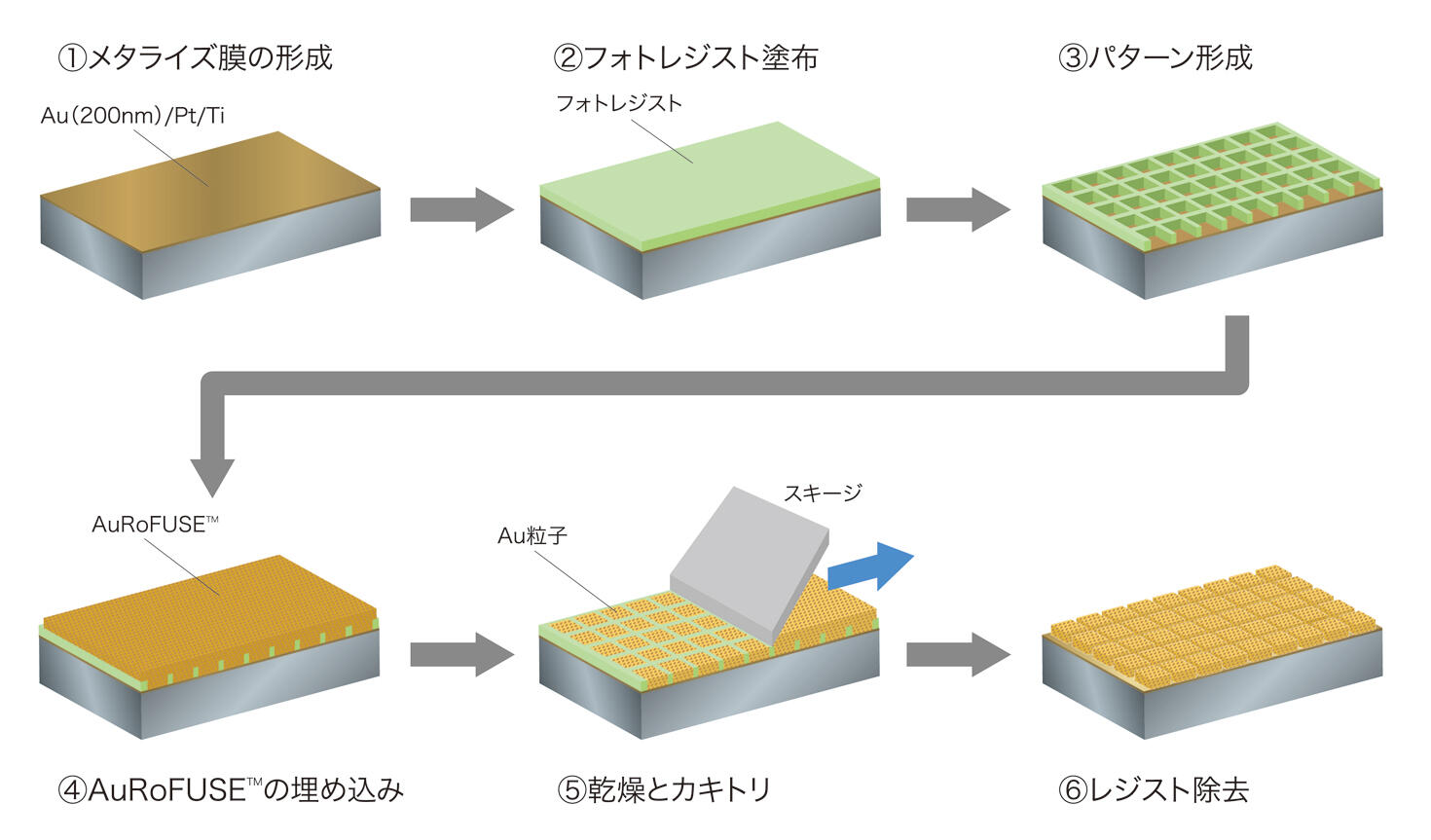
- ① 接合対象の基板へ下地層として、Au/Pt/Tiによるメタライズ処理を行う
- ② フォトレジストを、メタライズ処理後の接合対象の基板に塗布する
- ③ プリフォーム形状に合わせたフォトマスクを接合対象の基板にかざし、露光・現像しレジスト枠を作製する
- ④ 作製したレジスト枠にAuRoFUSE™を流し込む
- ⑤ 室温にて真空乾燥させ、乾燥後にスキージを用いて余剰のAu粒子をかき取る
- ⑥ 加熱による仮焼結の後、レジスト枠の剥離除去を行う
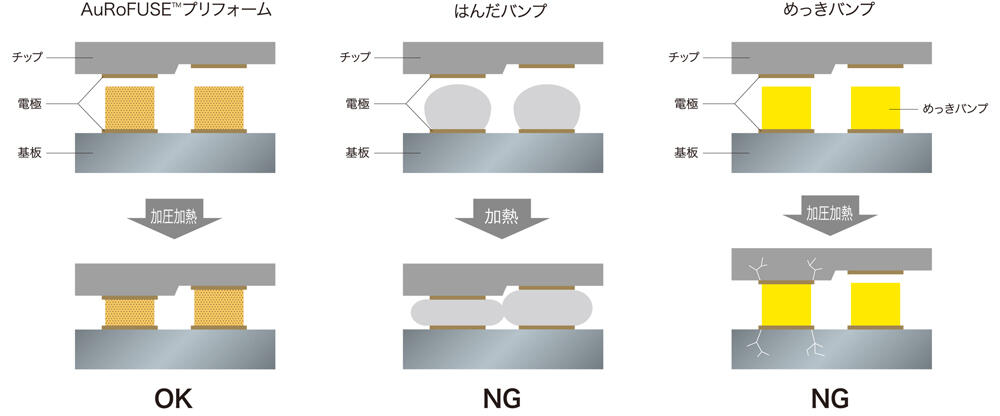
AuRoFUSE™プリフォームと他材料との比較
(〇) AuRoFUSE™プリフォーム
- 接合前にペーストを乾燥させて流動性を失くすことで、横広がりを抑えることができ、高密度実装が可能
- 多孔質構造であることから変形が容易で電極間に高低差がある場合や、基板の反り、厚みの差がある場合でも接合が可能
(△)はんだ材料
- バンプピッチが微細になるにつれ、はんだ材料が熔融時に横広がりしてしまうため、電極間の接触によりショートする
(△)無電解めっき
- 狭ピッチを実現できるが、接合時に比較的高い圧力が必要であるためチップの破損につながる
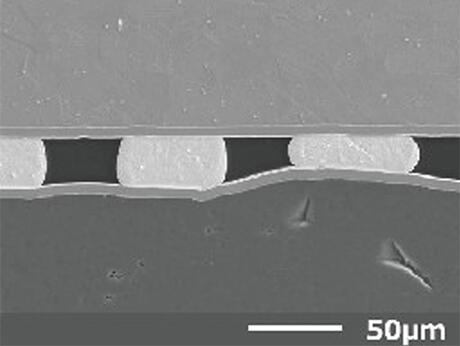
接合例: フリップチップボンディング
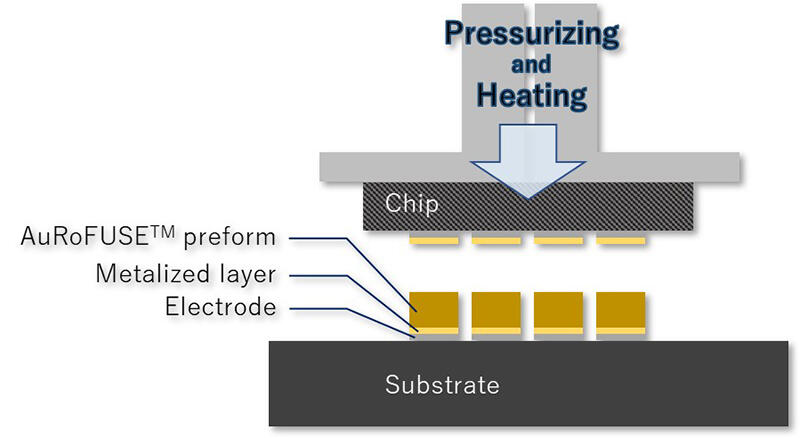
| Pretreatment: | UV ozonation, etc. |
| Thermo-Compression: | 200℃, 20MPa, 10sec. |
| Post-Bake: | 200℃, 60min. |
特性表
| 200℃, 20MPa, 10sec | 200℃, 100MPa, 10sec | |
|---|---|---|
| 電気抵抗率 (µΩ·cm) | 3.0 | 2.6 |
| 熱伝導率 (W/mK) | 250 | 280 |
| ヤング率 (GPa) | 57 | 70 |
| CTE:線膨張係数 (ppm/K) | 14 | 14 |
| シェア強度 (MPa) | >30 | |
| 下地膜 | Au/Pt/Ti, Au/Pd/Ni | |
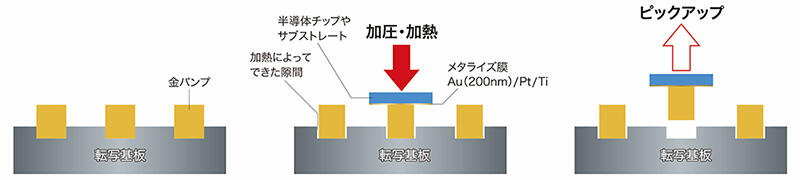
AuRoFUSE™プリフォーム 転写技術
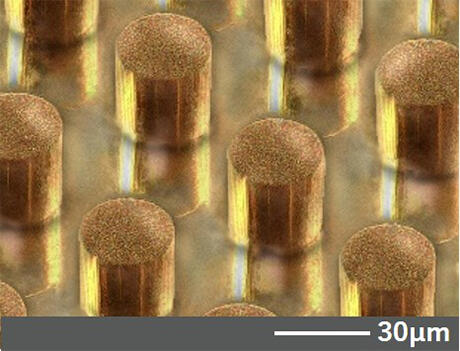
事前にバンプを形成した基板を作製し、そこから対象のチップやサブストレートへバンプを転写する方法です。
基板の開口部でバンプを形成・保持する構造のため、搬送中にバンプが脱落する心配がありません。
転写時には、加熱によってバンプが収縮するため、垂直方向の力を加えるだけで容易に引き抜くことが可能です。
■ 特徴
- ① 凹凸や貫通孔など、従来工法では対応が難しかった形状の半導体チップやサブストレートにも適用が可能
- ② 剥離液などのダメージを懸念し、フォトリソグラフィ工程に通しづらい半導体チップやサブストレートにも適用が可能
■【転写基板の作製および転写・接合プロセス】
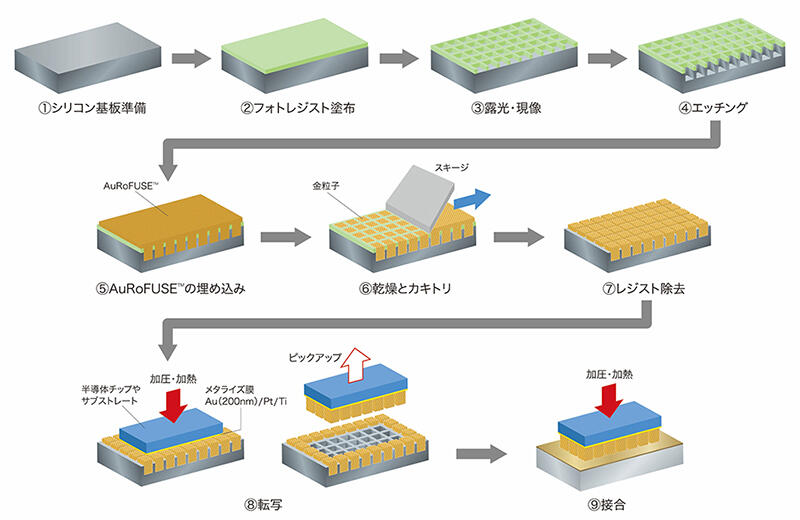
- ① 転写基板として、シリコン基板を準備
- ② シリコン基板上にフォトレジストを塗布
- ③ 目的のパターンへ露光現像する
- ④ シリコン基板にエッチングで穴をあける
- ⑤ スキージなどを用いてAuRoFUSE™を埋め込む
- ⑥ AuRoFUSE™を常温・真空下で乾燥させ、レジスト上の余分な金粒子をかき取る
- ⑦ レジストを剥離すると転写基板ができる
- ⑧ 金バンプを形成したい対象(半導体チップやサブストレート)を転写基板に当て、10MPa、150℃、1分の加圧加熱を行う。その後、垂直に基板を持ち上げると金バンプが転写される
- ⑨ 転写後の基板を20MPa、200℃、10秒の加圧加熱で接合する
実施例
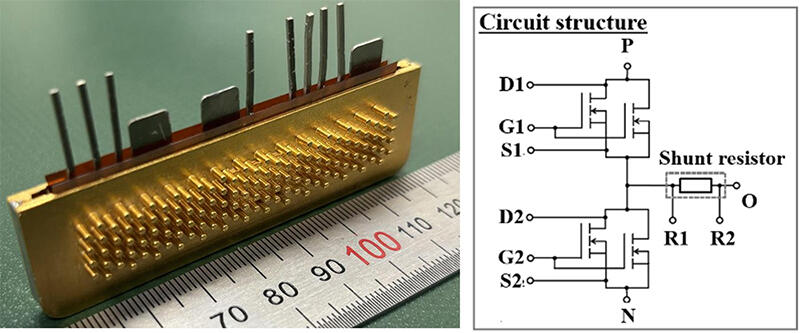
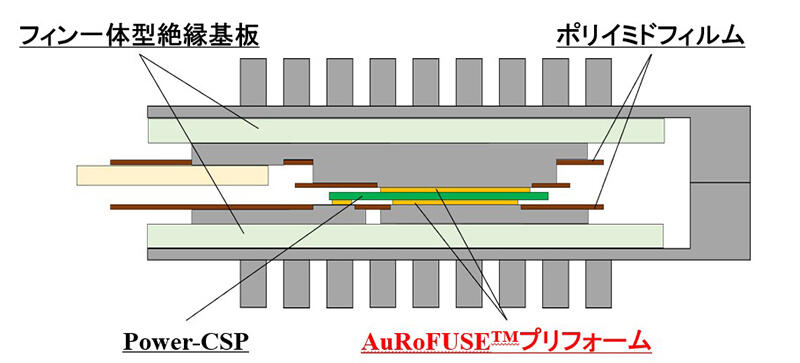
<超小型両面冷却パワーモジュールへの適用成果 (東北大学 高橋良和教授)>
インバーター向けのパワーデバイスを実装したモジュールのチップ電極と基板回路の接合に当社AuRoFUSE™プリフォームを適用することで、従来のはんだに比べて熱抵抗値の改善に貢献することがわかりました。また、欧州の車載向けパワーモジュールの評価規格(AQG324 )にあるパワーサイクル試験をクリアしております。
| 試験 | 条件 | AuRoFUSE™プリフォーム | はんだ |
|---|---|---|---|
| 熱抵抗 | 冷却水:10L/min | 系全体で0.98 | 系全体で1.00(基準) |
| パワーサイクル | Tjmax:175℃/Tjmin:75℃ 2sec ON/18sec OFF |
60,000サイクルで Von変動なし |
60,000サイクルで Von初期比3.2%増 |
本研究は、東北大学が文部科学省「革新的パワーエレクトロニクス創出基盤技術研究開発事業」(助成金番号:JPJ009777)の支援を受けて実施されたものであり、田中貴金属工業がアドバイザリーボードしてAuRoFUSE™プリフォームを提供しています。
関連企業
田中貴金属工業とメムス・コアは、それぞれの強みを活かし、材料提供とプリフォーム(金バンプ)試作および実装評価を双方向で連携することで、迅速な開発体制を実現しています。

株式会社メムス・コアWEBサイトリンク:https://www.mems-core.com/index.html