活性金屬焊料
電子
半導體
接合與封裝
接合材料
板材、線材與管材
什麼是活性金屬焊料?
活性金屬焊料是一種特殊的釬焊填充金屬,能夠牢固地連接陶瓷、碳等非金屬材料。它們適用於真空環境下的高溫連接,廣泛應用於對可靠性要求高的應用領域,例如功率半導體、感測器和航空航天工業。
可以接合各種陶瓷。
各種陶瓷,無論是氧化物陶瓷或氮化物陶瓷,都可以在不進行金屬化的情況下進行釬焊。
我們也提供由銅與活性金屬焊料結合而成的複合材料,預計這些材料將用於功率裝置的陶瓷迴路基板和散熱組件(如散熱器。
活性金屬焊料
特色
- 活性金屬焊料是一種透過在釬焊填充金屬中添加鈦(Ti)而可以直接釬焊陶瓷的釬焊填充金屬,而陶瓷是普通釬焊填充金屬無法連接的。
- 以氧化鋁等氧化物類陶瓷為首,氮化硅和碳等也可以釬焊。
- 通過添加Sn (錫) 的獨特合金成分,使添加到釬焊材料中的鈦分散到細微的地方。因此,可以提供50umT的板厚。
板材的橫斷面結構
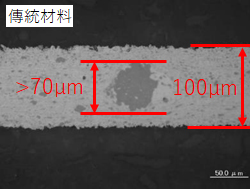
AgCu基質中存在粗糙的CuTi化合物
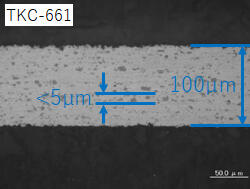
SnTi化合物分散細小,可制造、供應薄板
種類
| 產品名稱 | 主成分 (wt%) | |||
|---|---|---|---|---|
| Ag | Cu | Ti | Sn | |
| TKC-661 | 66 | 29.5 | 1.5 | 剩下的 |
物性值
| 產品名稱 | TKC-661 | (比較對象) BAg-8 |
|---|---|---|
| 比重 | 9.7 | 10.0 |
| 固相線 (°C) | 745 | 780 |
| 液相線 (°C) | 780 | 780 |
| 硬度 (HV) | 113 | 90 |
| 拉伸強度 (MPa) | 356 | 294 |
| 楊氏模量 (GPa) | 85.0 | 97.0 |
| 線性膨脹係數 (×10-6/°C) | 18.6 | 17.1 |
| 熱電導率 (W/mK) | 102.0 | 311.0 |
| 陶瓷接合 | 〇 | × |
產品類型
| 形狀 | 尺寸 |
|---|---|
| 線條 | 線徑0.2mm以上 |
| 板材 | 板寬:120mm以下 板厚:0.05T以上 |

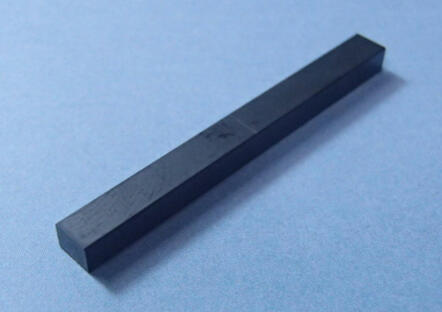
接合實例
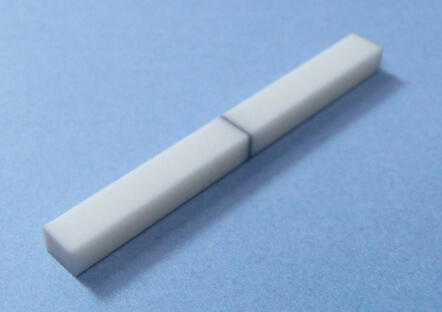
830°C真空中釬焊
830°C真空中釬焊
4點彎曲試驗結果 (氧化鋁)
試樣外觀
![[4點彎曲試驗結果 (氧化鋁) ] 4點彎曲試驗片外觀、4點彎曲的斷裂後試驗片](https://data.wovn.io/ImageValue/production/688b3c307ffdea2de8055986/zh-CHT/84e1cf41b7fe71a0d8f7dccdd419f80e/wp_content_uploads_sites_images_ex_tw_products_images_c04_img_block01_06.jpg)
斷裂強度測量結果
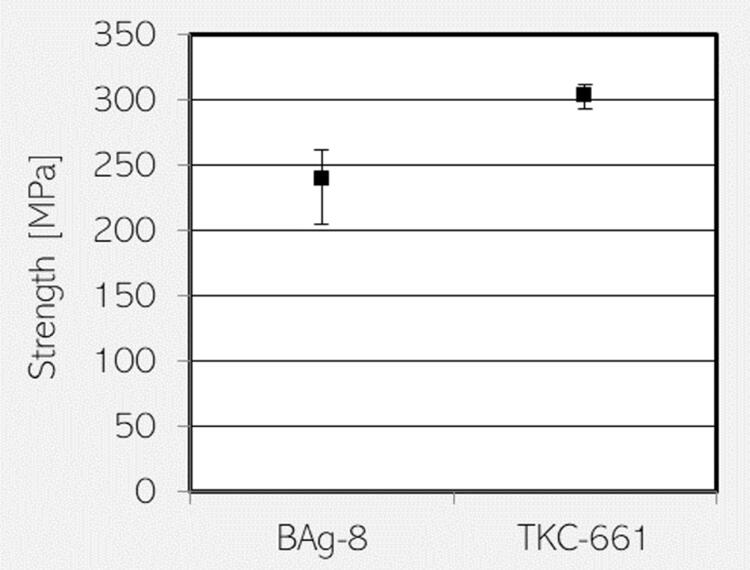
BAg-8(金屬化處理)在連接界面處出現斷裂,而當使用活性金屬焊料時,則觀察到基材中的斷裂。
經證實,使用活性金屬焊料進行連接可以獲得足夠的強度。
截面觀察SEM
釬焊界面EDX面分析結果:Al2O3
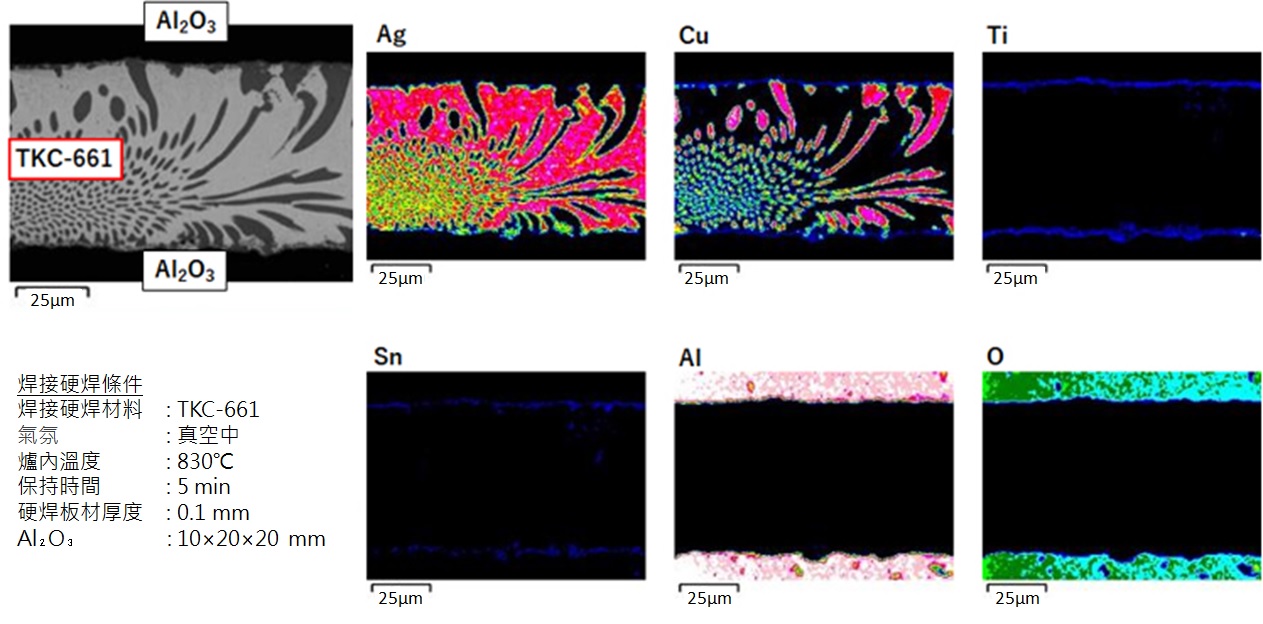
在陶瓷和釬料的界面上形成了鈦層。
推測在Ti層和氧化鋁之間的界面形成由Al-Ti-O組成的化合物層。
活性金屬焊料/銅 複合材料
右圖:複合材料(活性金屬焊料側)
在功率元件散熱領域的應用及對下一代散熱器的貢獻
本產品是將活性金屬焊料金屬複合在銅(Cu)材料的一側製成的。
由於它可以與任何材料直接粘合,包括陶瓷(氧化物、氮化物和碳化物)和碳材料,因此有望應用於功率裝置的陶瓷迴路基板和下一代散熱器。
特色
- 性能提升
- 可以在陶瓷上形成厚銅電極,這是高散熱散熱器所必需的,而使用現有的蝕刻方法很難做到這一點,而且還可以實現細間距佈線。
- 無溶劑材料不留殘渣,提高了黏合可靠性 - 降低成本
- 與傳統的活性金屬焊料釬焊填充金屬相比,釬焊填充金屬的厚度可以減少到 10µm 以下,從而降低銀錠成本一半以上,並使釬焊填充金屬的熱阻減半。
- 由於 Cu 材料是複合材料,只需設置材料即可形成圖案,從而降低製程成本。 - 降低環境負荷
-由於是不含溶劑的材料,因此不會產生VOC (揮發性有機化合物)
-釬焊時間大幅縮短可節省能源,有望降低環境負荷
~可同時實現高散熱化和工序削減~
採用所提出的方法基板模型
![[採用所提出方法的基板模型] 由上至下:Si晶片、焊料、銅、活性金屬老化材料、Sin 或 AlN、活性金屬焊料、銅、冷卻裝置](https://data.wovn.io/ImageValue/production/688b3c307ffdea2de8055986/zh-CHT/805ae9df8835b47339aee234ae7a8687/wp_content_uploads_sites_images_ex_tw_products_images_c04_img_block02_02.jpg)
- 電源設備市場
- EV和HV等環保型汽車市場
- 高功率激光二極體市場
- 為下一代散熱器市場做出貢獻
- 進一步追求高輸出化和高效化,伴隨著發熱量的增大,各部件具有高放熱、高耐熱、接合可靠性,進一步開發可應對小型化的材料是當務之急
- 因此需要加厚Cu板。
- 本產品能夠在厚Cu材料上形成電極,通過不使用蝕刻提高了接合可靠性,可以期待對高散熱化的贡獻
本產品的工序削減提案
我們將通過影片介紹使用本產品的制造過程。
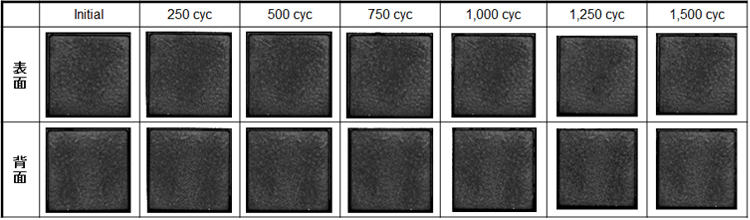
熱迴圈試驗結果
■樣品詳情
・釬料:TKC-661 0.02mm
・Cu:0.8 x 30 x 30mm
・Si3N4:0.32x 31 x 31mm
・Cu:0.8 x 30 x 30mm
驗證在-50°C至175°C熱迴圈測試中的耐用性超過1,500個迴圈
我們已開始提供該產品的樣品。請聯絡我們了解更多資訊。