
Active Brazing Filler Metals
What is Active Brazing Filler Metal?
Active brazing filler metal is a specialized brazing material designed to bond non-metallic materials, such as ceramics and carbon, without prior metallization. It enables high-temperature bonding under vacuum conditions and is widely used in high-reliability applications, including power semiconductor modules, sensors, and aerospace components.
Bonding of various ceramics
Our active brazing filler metals enable brazing of various ceramics, regardless of whether they are oxides or nitrides, without metallization.
We also provide composite materials of copper and active brazing filler metals that are expected to be used for applications such as ceramic circuit boards, and heat dissipation parts such as heat sinks, for power devices.
Active Brazing Filler Metals
Features
- Active brazing filler metals are brazing fillers with added titanium (Ti) to enable direct brazing of ceramics, which cannot be bonded using general brazing fillers.
- They enable brazing of a range of materials, including alumina and other oxide ceramics, silicon nitride, and carbon.
- A unique alloy composition with added tin (Sn) enables fine dispersion of titanium when added to brazing fillers. This enables provision in sheet thicknesses of 50 µm.
Cross-sectional structure of rolled material
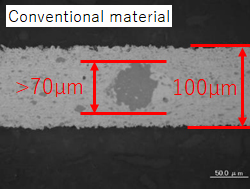
Contains coarse CuTi compounds in within the AgCu matrix
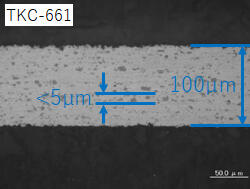
Thin sheet manufacture and supply enabled by fine dispersion of SnTi compound
Types
| Product name | Main component (wt%) | |||
|---|---|---|---|---|
| Ag | Cu | Ti | Sn | |
| TKC-661 | 66 | 29.5 | 1.5 | Remaining |
Physical Properties
| Product name | TKC-661 | (comparable product) BAg-8 |
|---|---|---|
| Specific gravity | 9.7 | 10.0 |
| Solidus (℃) | 745 | 780 |
| Liquidus (℃) | 780 | 780 |
| Hardness (HV) | 113 | 90 |
| Tensile Strength (MPa) | 356 | 294 |
| Young's modulus (GPa) | 85.0 | 97.0 |
| Coefficient of linear expansion (×10-6/℃) | 18.6 | 17.1 |
| Thermal conductivity (W/mK) | 102.0 | 311.0 |
| Ceramic bonding | 〇 | × |
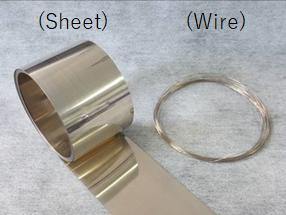
Product format
| Shape | Dimensions |
|---|---|
| Wire | Diameter: 0.2 mm or more |
| Sheet | Width: 120 mm or less Thickness: 0.05T or more |
Examples of Bonding
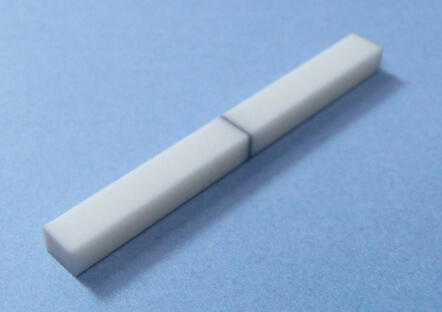
830℃ vacuum brazing
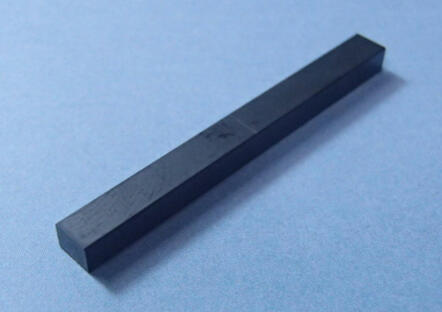
bond : 830℃ vacuum brazing
Four-Point Bending Test Results (Alumina)
Exterior of test piece
![[Four-Point Bending Test Results (Alumina)]Appearance of Four-Point Bending Test Specimen and Test Specimen after Fracture in Four-Point Bending](https://data.wovn.io/ImageValue/production/688b3c307ffdea2de8055986/en/904b70bd4af64effa870c42fe6af1dce/wp_content_uploads_sites_images_ex_en_products_images_c04_img_block01_06.jpg)
Fracture strength measurements
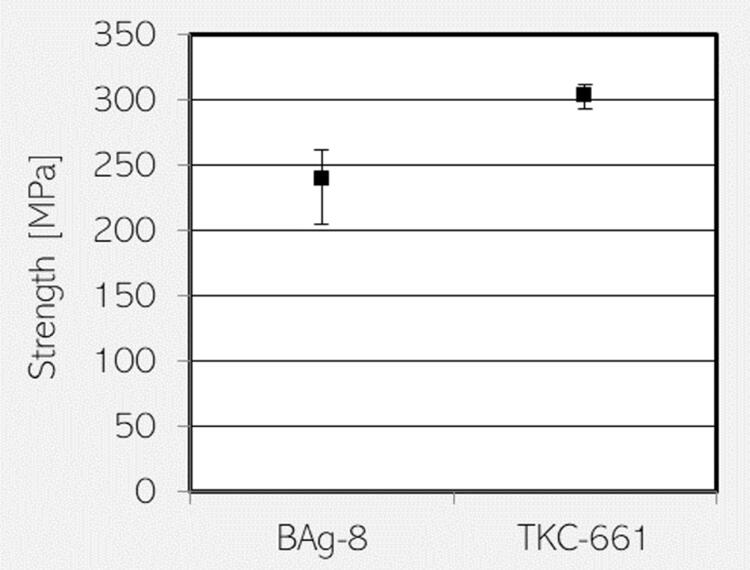
Bond interface fractures were observed when using BAg-8 (metalized), whereas base material fractures were observed when using active brazing filler metals.
Testing confirmed sufficient strength was achieved for bonds that use active brazing filler metals.
Cross-sectional observation (SEM)
Results of EDX surface analysis of brazing bond interfaces: Al2O3
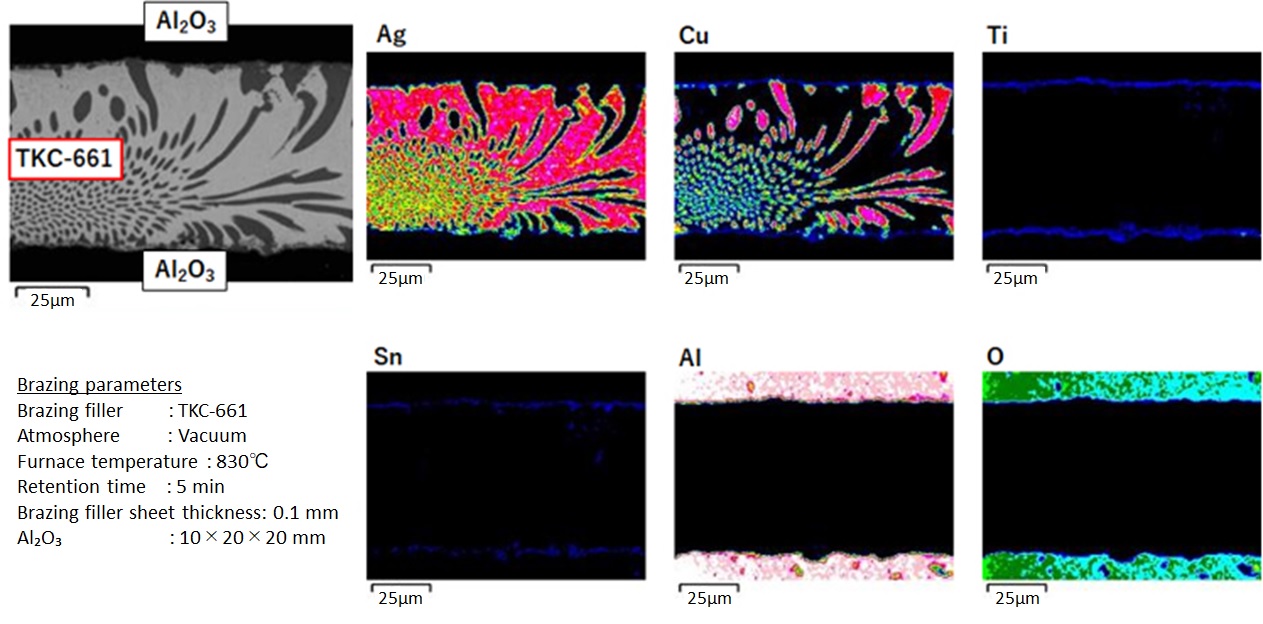
Titanium layers were formed at both the ceramic and brazing filler interfaces.
It is assumed that a compound layer consisting of Al-Ti-O is formed at the interface between the Ti layer and alumina.
Active Brazing Filler Metal/Copper Composite Material
Right: Composite (active brazing filler metal side)
New material will contribute to heat dissipation when used in next-generation heat sinks for power devices
This product is made by combining (cladding) active brazing filler metal on one side of copper (Cu) material. Since it can be joined directly to any material including ceramics (oxides, nitrides, and carbides) and carbon materials, it is expected that it will be used in ceramic substrates and next-generation heat sinks for power devices.
Features
- Improved Performance
— The thick copper electrodes needed for high heat dissipation heat sinks can be formed directly on ceramics, and even finer wiring pitch is possible, which was difficult to do with existing etching processes.
— Since the material does not contain any solvents, there is no residue and bonding reliability is improved. - Cost reduction
— The brazing filler thickness can be 10 µm or less, which means that compared to earlier active brazing filler metal, silver bullion costs can be reduced by half or more and the brazing filler thermal resistance is halved.
— The copper material is compounded, which means that a pattern can be formed simply by setting the material, reducing processing costs. - Environmental impact reduction
- Since the material contains no solvents, volatile organic compounds (VOCs) are not released.
- The brazing time can be greatly reduced, which leads to energy savings and can be expected to reduce environmental impact.
~Enables both higher thermal conductivity and reduced processes~
Substrate model using the proposed method
![[Substrate model using the proposed method] From the top: silicon (Si) chip, solder, copper, active brazing filler metal, Sin or AIN, active brazing filler metal, copper, and cooling device.](https://data.wovn.io/ImageValue/production/688b3c307ffdea2de8055986/en/2d2957f958a5e7a169537c41285fcef2/wp_content_uploads_sites_images_ex_en_products_images_c04_img_block02_02.jpg)
- Contributing to Power Device Market
- Market for environmentally friendly vehicles such as electric vehicles (EVs) and hybrid vehices (HVs), etc.
- High-Power Laser Diode Market
- Contributing to the Next-Generation Heat Sink Market
- Higher outputs and increased efficiency are demanded, and in conjunction with this, heat generation is rising. As a result, providing individual components with high heat dissipation, high thermal resistance, and high bonding reliability, and developing materials that are compatible with even further miniaturization, are urgent priorities for the industry.
- Therefore, it is necessary to increase the thickness of the copper sheet
- This product makes it possible to form electrodes on a thick copper material and enhances bonding reliability by not using etching, so it can be expected to contribute to higher heat dissipation.
Proposals for process reduction enabled using this product
The following video depicts a manufacturing process using this product.
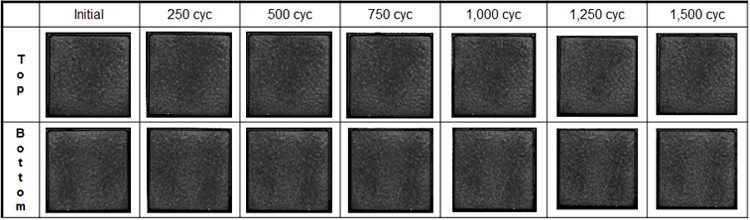
Heat cycle test results
■Sample Details
・Brazing filler: TKC-661 0.02mm
・Cu : 0.8 x 30 x 30mm
・Si3N4: 0.32x 31 x 31mm
・Cu : 0.8 x 30 x 30mm
- Heat cycle testing between minus 50℃ and plus 175℃ confirmed durability of at least 1,500 cycles.
We have started providing samples of this product. For more details, please make an Inquiry.
Related Information


First, please make an Inquiry about the product.
For any questions regarding product specifications, pricing, delivery times, etc., please feel free to Inquiry here.